全國統一服務熱(rè)線400-090-8990

1.準備功(gong)能(G功能)
準備(bèi)功能也稱爲G功能(néng)(或稱爲G代碼),它是(shì)用來指令車床💁工(gōng)♻️作方式或控制系(xi)統工作方式的一(yi)種命令,G功能由地(di)址符G和其後的兩(liǎng)位數字組成(00?99),從G00到(dào)G99共100種功能,用✌️以指(zhi)令🏃♂️機床不同的動(dòng)作如用G01來指令運(yun)動坐标的直線進(jin)修。
G代碼有單(dān)次G代碼和模态G 代(dài)碼之分,單次G代碼(ma)隻限于被指🌂令的(de)程序段中有效,而(ér)模态G代碼在同組(zǔ)G代碼出🔴現之前,其(qí)代碼一直有效。
2.刀具 功(gōng)能(T功能)
刀具(jù)功能也稱爲T功能(néng),用于指令加工中(zhong)所用刀具号及自(zi)🍉動補償編組号的(de)地址字,其自動補(bǔ)償内容主要指刀(dāo)具的刀位🔞偏差及(jí)刀具半徑補償。在(zài)數控車床中,其地(di)址符T的後續數字(zì)主要有以下2種規(gui)定。
① 兩位數規(guī)定,如本書介紹的(de)GSK928TA的經濟型數控系(xì)統中,就采用兩位(wei)數的規定:首位數(shu)字一般表示刀具(jù)号,常用0~8共9個數字(zì),其中0表示不轉刀(dāo),末位數表示刀具(jù)補償的👣編組号🧑🏾🤝🧑🏼,常(chang)用0?8共9個數字,其中(zhōng)0表🔞示補償量爲零(líng)。例:T23表示将2号刀轉(zhuan)到切削位置,并執(zhi)行第3組刀具補償(cháng)值。
② 四位數的(de)的規定:對刀具較(jiào)多的數控車床或(huò)車削🛀中心🍓,其數⛱️控(kòng)系統一般規定,其(qí)後續數字爲四位(wei)數,前2位爲刀具号(hào)❤️,後兩位爲刀具補(bu)償的編組号或,同(tong)⚽時爲刀尖圓弧半(ban)徑補償的編組号(hào)。例:T0203表示将2号轉到(dao)切削位🧑🏽🤝🧑🏻置,并執行(háng)第3組刀具補償值(zhi)。
3.主軸 功能(S功(gōng)能)
①S兩位數:國内的數(shu)控車床一般用一(yī)位或兩位數字約(yue)定的💜代碼表示,本(ben)文介紹的GSK928TA數控系(xi)統,對應機床提供(gong)的6級主軸 機械 換(huàn)檔👨❤️👨(每個檔位高速(sù)檔和低速檔)用S1指(zhi)定爲高速,S2指定🤟低(dī)速,還要用M代碼來(lai)指定主軸旋轉方(fāng)向,M3正轉,M4反💃🏻轉,這裏(lǐ)的高速,低速🍓隻是(shì)相對于機床的的(de)某個機械檔位而(ér)言的。
②S四位數(shù):用地址S和其後面(miàn)的4位數值直接指(zhi)令軸的轉數(轉/分(fen))。如S1200 表示主軸恒定(dìng)轉速爲每分鍾1200轉(zhuan),對于具有♋恒線速(su)控制功能的☔數控(kòng)系統,則S後面的線(xian)速度是恒定的,随(suí)🔆着車削直徑的變(bian)化,根據給定線速(su)度計算出主軸轉(zhuǎn)速,使得刀具瞬間(jiān)的位置與工件㊙️表(biǎo)面保持恒🍉定關系(xì)。用G96(恒線速控制指(zhi)令),G97(指定主軸🧡轉速(sù))來配合S代碼來指(zhǐ)定主軸🐕的速度。例(lì):G96 S18表示切削速度爲(wei)18米/分;G97 S1200表示取削G96主(zhu)軸轉速爲1200轉/分。 具(ju)體的主軸功能的(de)使用還要🌏參數控(kong)系統的說明書。
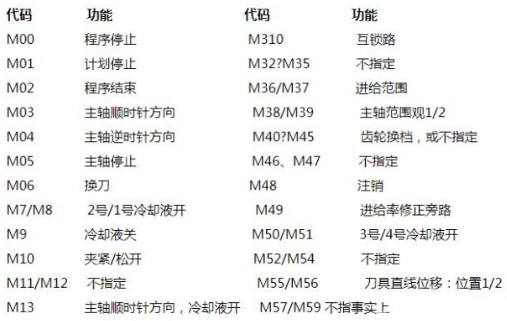
4.輔助功能(M功能(néng))
輔助功能也(ye)稱M功能,用以指令(ling)數控機床中的輔(fǔ)助裝♊置的開關 動(dong)作或狀态,輔助功(gōng)能是用地址M及其(qí)後續數字一般爲(wei)兩位數。
5.進(jin)級功能(F功能)
在切削零件時,用(yong)指定的速度來控(kòng)制刀具運動,和切(qie)🧑🏽🤝🧑🏻削🏃♀️的速度稱爲進(jin)給決定速度的功(gōng)能稱爲進給功能(neng)👉,也稱F功能,對于數(shù)控車床,其進給的(de)方式可以🏃🏻分爲:每(měi)分鍾進給和每轉(zhuan)進給兩種。
(1) 每(měi)分鍾進給:即刀具(ju)每分鍾走的距離(lí)單位爲mm/min(每分♉鍾🈲多(duo)少毫米🏃♀️),與車床轉(zhuan)速大小無關,其進(jìn)給進度不随主軸(zhóu)轉速的變化💞而變(biàn)化。和普通車床 的(de)走刀量概念有區(qu)别,用G94配合指令(或(huo)不用指令)現大多(duō)數經濟型數控車(chē)床都采用這種進(jin)給方式來指令,對(dui)于初學者來說,F功(gōng)♻️能數值的确定往(wǎng)往不合理,主要是(shì)缺少切削方⛷️面的(de)知識,對于F值的确(què)定,可用公式F值=車(chē)床轉速×所選走刀(dao)量來計算,如車削(xue)?外圓,主軸轉速💜分(fen)别定爲400轉🥰/分和600轉(zhuǎn)/分,而走刀量都選(xuan)✂️爲0.3mm/轉,則F值分别爲(wèi)F120和F180。但相對于切削(xue)進給速度而言,它(tā)的每轉進給量都(dōu)是一緻的。在這🔞裏(li)的車床轉速和所(suǒ)選走刀量,都是根(gen)據材料種類,直徑(jìng)大小,刀具吃刀深(shen)度🈲等因素而定的(de)與普通車床的走(zǒu)刀量選❗擇基本一(yi)緻。
(2) 每轉進給(gei):即車床主軸 每轉(zhuan)一圈,刀具向進給(gei)方向移動的距離(li),單位爲mm/轉👨❤️👨,主🌂軸🏃♂️每(měi)轉刀具的進給量(liang)用F後續的數值直(zhi)接指令,用G95配合指(zhǐ)令,如🈲G95 F0.3表示🧑🏾🤝🧑🏼主軸💯每(měi)轉一圈,刀具向進(jìn)給方向移動♻️0.3毫米(mǐ)/轉,與普通車床的(de)走刀量概念完全(quan)相同。其進行的速(sù)度随主軸的變化(hua)而變化的。
對(dui)于F功能數值的指(zhi)定範圍要參照機(jī)床系統說明書中(zhong)所規定的數值範(fan)圍進給設定,不可(ke)超出指定的範圍(wéi)。
›•›•·
·



